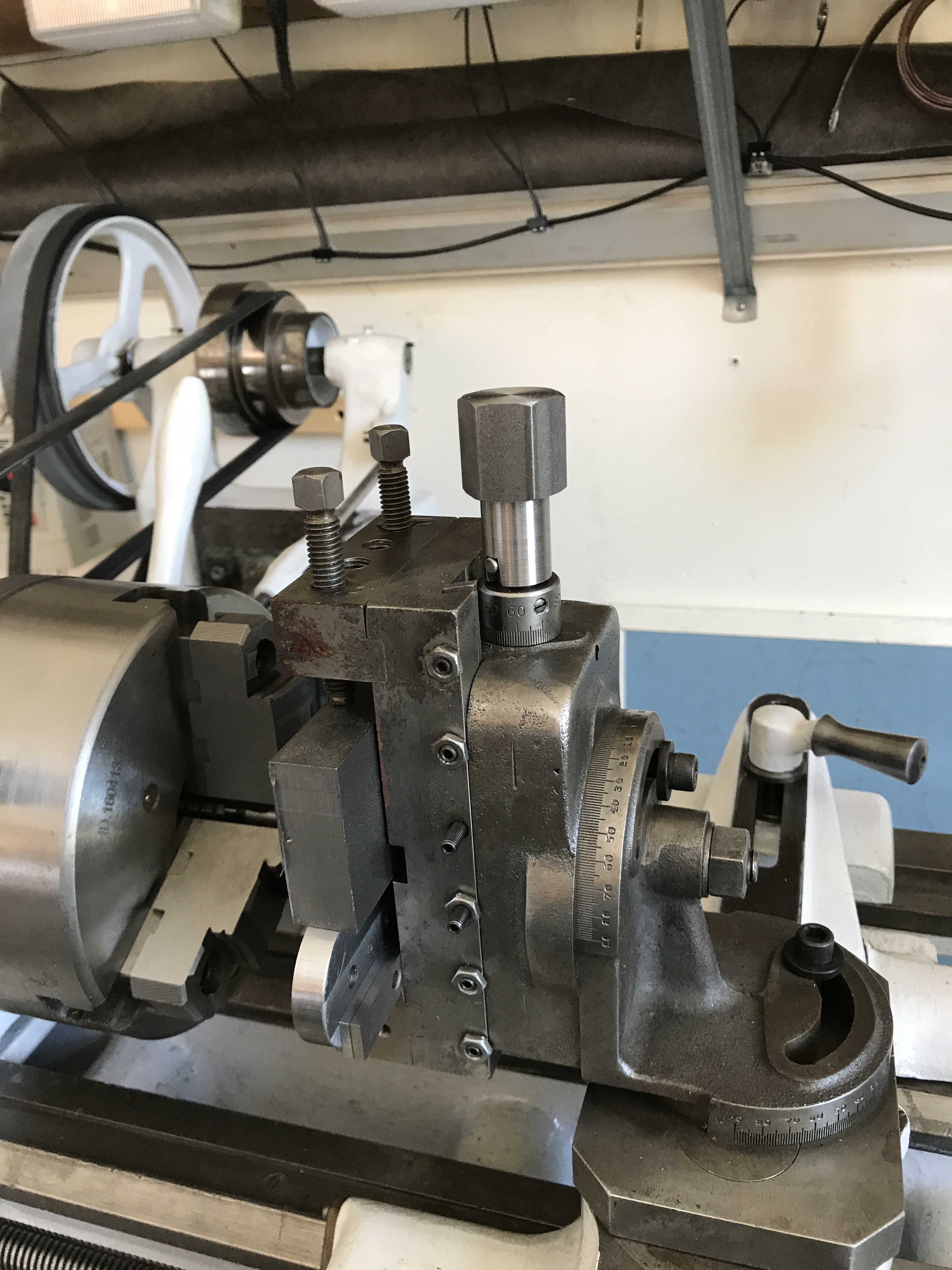
Set up the vertical milling table on the South Bend lathe only to discover that it has no handle!! Consequently, instead of milling a slot in the depthing tool I spent the morning making the handle.
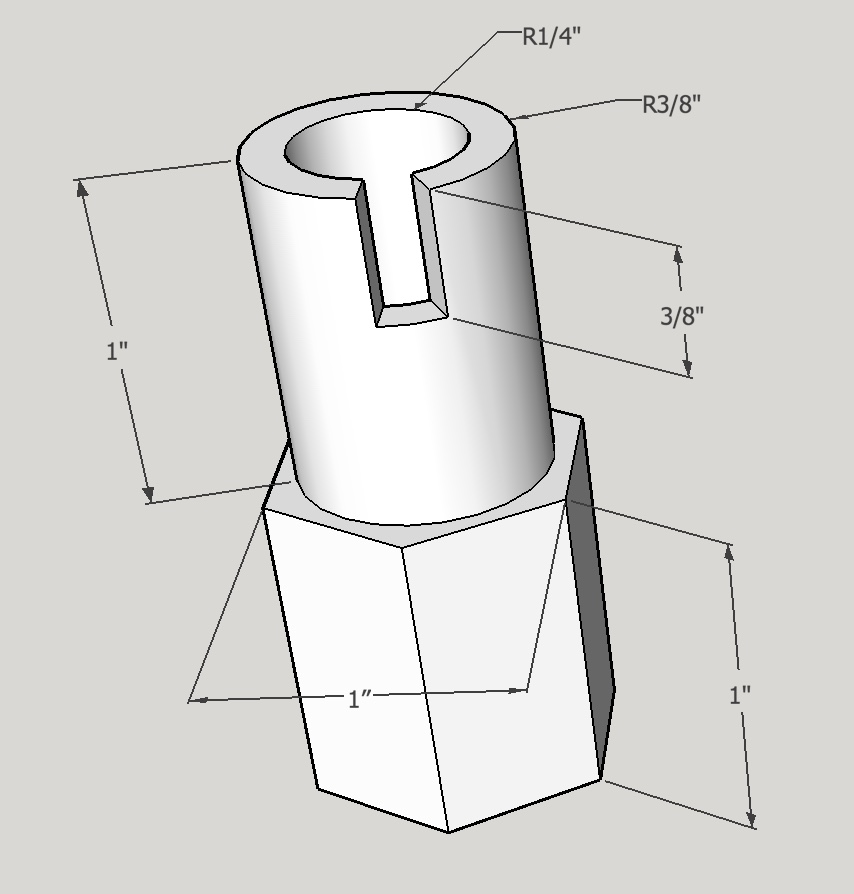
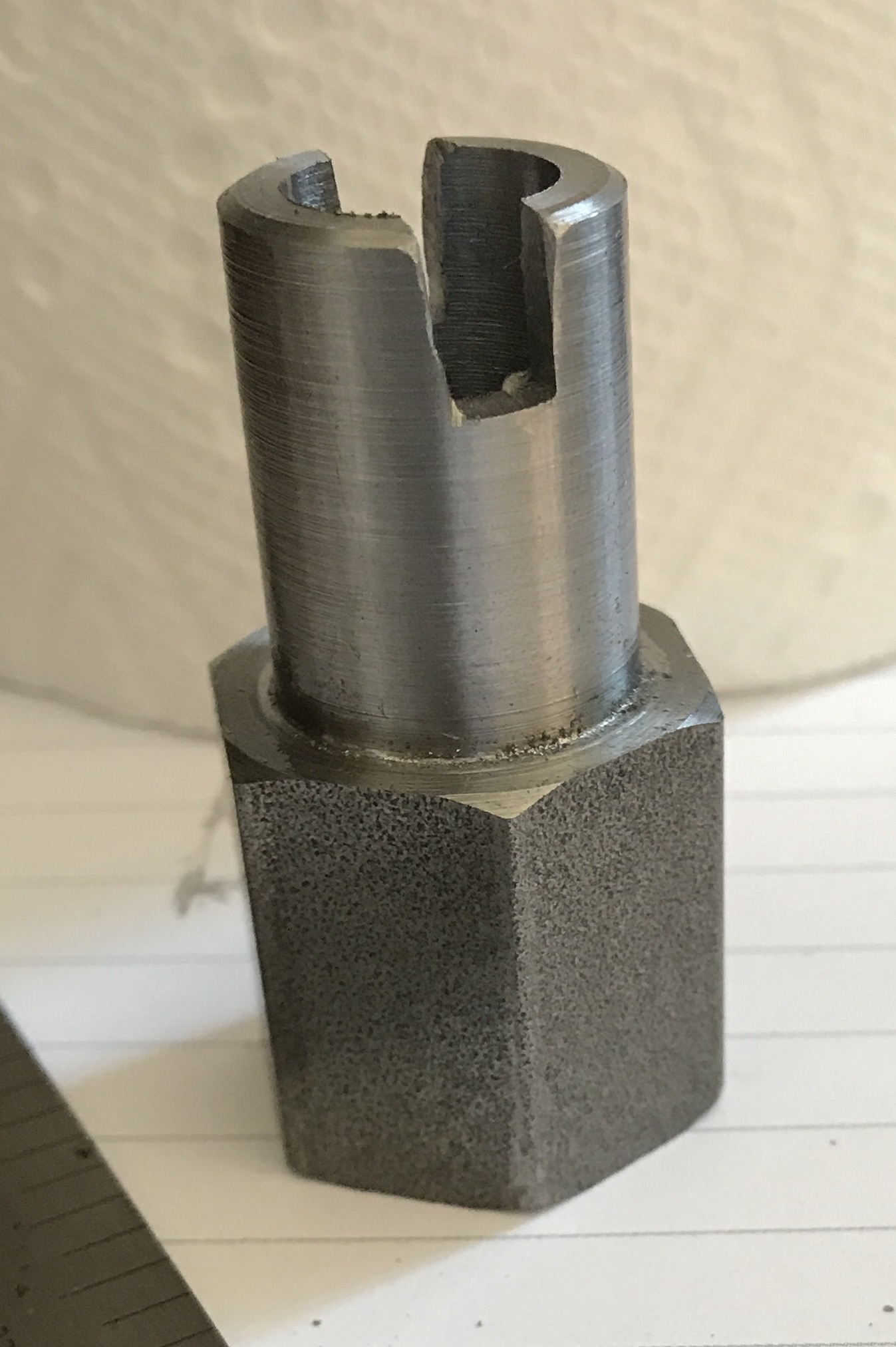
A 2" length of 1" steel hex was cut off with the horizontal bandsaw. Both ends were faced on the SB lathe. The part was then center drilled and drilled up to 1/2" for a depth of 3/4". It fit well over the knob on the vertical milling table. The OD was then reduced to 3/4" and all edges were chamfered.
Drilling the edge to make slot cutting easier was not successful as the drill bit just wandered into the hole. A triangular file was used to start the slot. This was followed by using the edge of a bastard file to file the slot. Of course this meant that a slot was filed on both sides. The slots were filed 3/8" deep. All burrs were removed and the handle was oiled.